加工工藝的主要原因���,從我們五金精密工藝方面來看�,其實(shí)也也有很多呀原因會對其零件表面粗燥度造成一定的影響�����。主要有刀具還有工件的材質(zhì)�����,數(shù)控的條件原因造成的��。關(guān)于幾何原因它主要是受之于刀具形狀的影響�,偏角副偏角等都會對表面粗燥度有較大的影響��。
我們再加工塑性材料時還會形成帶狀切削而形成積削瘤���,并且硬度還很高�����,對于物理原因在工件切削過程中��,刀刃圓角和擠壓能讓金屬材料變形�����,這會造成表面粗燥嚴(yán)重惡化��,積削瘤的外觀性能也會完全不規(guī)整�,因而很容易使工件表面出現(xiàn)深淺寬窄不一樣的刀痕。還有比如轉(zhuǎn)速與切削速度不匹配����,材料太硬吃刀量太多,工件沒壓緊����,還有工件彈性太大,橡膠制品比如刀具刀身過長���,加工時刀桿抖動��,機(jī)床本身比如:絲杠線軌之類活動間隙過大等等�。這些必然都會增加零件產(chǎn)表面的粗燥度����。
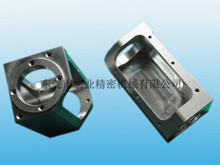
cnc加工中心的優(yōu)勢之在工業(yè)生產(chǎn)中���,涉及到材料、工藝���、成本�、使用數(shù)量等問題����,有很多零件是不能通過機(jī)器來進(jìn)行大規(guī)模生產(chǎn)的,這樣就需要通過某些特殊的工藝來進(jìn)行小規(guī)?��;蛐♂t(yī)療配件加工,中間還可能涉及到手工處理環(huán)節(jié)��。一般主要用CNC���、快速模具���、真空硅膠復(fù)模等工藝來實(shí)現(xiàn)小批量生產(chǎn)。cnc加工的優(yōu)勢之醫(yī)療配件加工從個位到三位數(shù)不等����,是通過簡易模�,軟模��,或者直接加工出來的��。醫(yī)療配件加工一般是車���、銑���、刨、磨�、鉗等通常的機(jī)械加工過程,鉗工的下料�����、畫線����、打孔、攻絲等�����。代表性的行業(yè)有航空、航天工業(yè)�、船舶工業(yè)、建筑機(jī)械工業(yè)����、機(jī)床工業(yè)等。大批量生產(chǎn)的典型代表為汽車工業(yè)���,而汽車工業(yè)的新車型和發(fā)動機(jī)等試制以及主要為大批量生產(chǎn)服務(wù)的模具工業(yè)仍屬于單個小批量生產(chǎn)�。
精密機(jī)械有限公司")


精密機(jī)械有限公司")


械加工")


